只需附件和工具,特別適合於小批次生產,這個方法你會了嗎?
數控機床工件的裝夾方法:1、用找正法裝夾1)方法:a)把工件直接放在機床工作臺上或放在四爪卡盤、機用虎鉗等機床附件中,根據工件的一個或幾個表面用劃針或指示表找正工件,準確位置後再進行夾緊﹔b)先按加工要求進行加工面位置的劃線工序,然後再按劃
精密五金件加工的特點
數控加工質量要求1、合理選刀,加工鋼、銅時,對光刀的使用應嚴格區分,光刀餘量應合理,這樣工件的光潔度和刀具的使用壽命會更好
軟質金屬的加工有哪些難題?該如何解決?
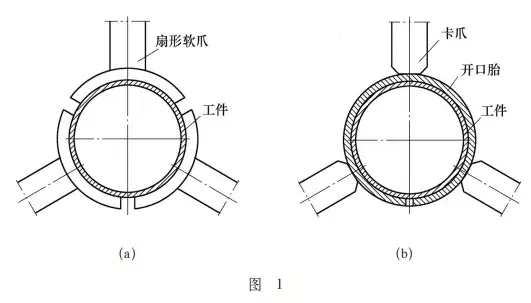
零件在進行端面切削加工時,切削力會隨著端面的結構、形狀的變化而隨之變化,因此,為了防止在加工過程中由裝夾不當而引起的眾多變數,需要將夾緊力控制在一個相對穩定的範圍內,而透過人手工控制的夾緊力則無法保證每次的夾緊力一致
想問問數控車工證費用怎麼樣速看核心知識
所以選用刀具很重要,當我們加工材質比較硬的材質時,我們應選用剛性比較強刀尖大的刀具,機臺也應採用低轉速,慢進給,少背吃等原則去除錯

PCD金剛石木工刀具電火花製造加工工藝及詳細流程
圖4從刀具裝夾方面入手,在電火花加工中必須採用專用液壓漲緊套,以消除軸孔配合間隙,提高刀具實際加工精度

ProeCreo產品結構設計-通用機械加工件設計指南
圖6-12所示的零件,其內、外圓表面有同軸度精度要求,在原始的設計中,零件需要透過兩次裝夾來分別加工外圓面和內孔,難以滿足同軸度精度的要求
關於木工刀具裝夾的小知識
柄部夾足點不均勻對刀具引起的影響:1:容易產生刀具偏擺,動平衡差2:有這樣的現象會導致刀具柄部不能提供足夠的夾持力,而造成刀具飛脫振動,甚至出現扭斷刀柄的現象3:容易引起刀具在高速切削時,產生刀具偏擺振動,造成產品工件形位 尺寸變大,工件形

六點定位原理
欠定位:在加工時根據被加工面的尺寸、形狀和位置要求,應限制的自由度未被限制,即約束點不足,這樣的情況稱為欠定位
裝夾方式對零件加工精度的影響
對於高精度零件的加工,一定要從粗加工開始就注意方式的選擇,否則裝夾應力會一直伴隨整個加工過程,影響精度要求,不論你是否做時效熱處理

平面磨床磨削加工薄片零件的四種裝夾方式,機加工人員學習分享
平面磨床磨削加工薄片零件的四種裝夾方式墊圈、摩擦片、樣板、薄板等薄片零件,由於剛性差、散熱困難、熱處理後彎曲,裝夾時引起夾緊變形,磨削時易翹曲,通常採用磁力吸盤在平面磨床上磨削加工,磨削完成後,去掉磁性吸引力,薄片工件恢復原狀,難以保證加工
數控車床動力頭 新技術結合的動力機構
數控車床動力頭的作用通常,工件在數控車床上能完成大部分的車削工藝以後,還是需要少量的銑削或者鑽孔等工藝加工,這就需要二次裝夾銑床或者鑽床上去完成加工