注塑模具結構原理
設計澆注系統的基本原則﹕在滿足塑膠製品質量的同時﹐還應有利於提高成型速度和縮短成型週期七﹑冷卻系統﹕模具冷卻系統包括﹕冷卻水道﹐模具溫度控制器及加熱元件等
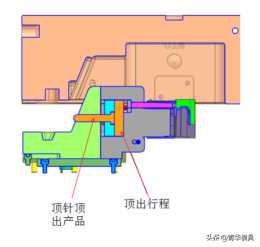
青華模具分享行位上做頂針的結構
型腔開模20mm時,滑塊向外抽芯,型腔鑲塊控制頂針板做頂出運動,限位塊與彈針擋塊間隙為頂出行程,如圖所示:6
「乾貨」注塑模具入門知識共享!(新人必備、小白必收)
留意2次注道之落下規劃關鍵:1、膠口應開設在產品肉厚部分,確保充模順暢和完全.2、方位應選在使塑膠充模流程最矮處,以削減壓力丟失,有利於模具排氣.3、經過模流分析或經歷,判斷產品因澆口方位而發生之結合線處,是否影響產品外觀和功用,可加設冷料